Good Design pays for itself
It happened to us in Fab start-up projects: SHK has been founded with experience in equipment engineering and Hook-Up design. We moved further into facility areas via Industrial Engineering and the design of AMHS and equipment layouts, until we finally designed all elements in the cleanroom and subfab. After this we started to design entire fab buildings. So we basically developed our experience against the flow direction of the facility supply systems (in flow direction of exhaust air and waste water) or from inside to outside.
With this knowledge, we started in some recent fab start-up projects after architects and planners, who tend to think from the direction of facility centrals and from outside to inside, had already finished their design and it was too late to make any changes.
That was sometimes unlucky, because often the building, structural and facility systems specialists have said that a different arrangement of shear walls, a change in room heights, a different positioning of shafts or stairwells would have been no problem if they had known about the need earlier.
A better space management for Hook-Up, different positions of building structural elements for better AMHS routings, or better usable space for placing more equipments, wouldn’t have been a problem, again, if they’d had the information earlier.
“But now everything is finally designed and we are late in schedule so we can’t change it.”
Fabs are being built that, although new, have some rough edges for their entire lifetime. In the end, because there is no direct comparison, it does not become transparent whether perhaps a better Fab could have been built in less time with less budget if it had been better planned through?
The employees always make later the best out of what is there and find creative ways to deal with existing restrictions. Sometimes a gowning room or an office is built out as cleanroom extension or an intermediate building is added…
This result in sites with more and more compromises and restrictions which are at some point very limited for a larger adaptation, e.g. to a new technology or a larger wafer size.
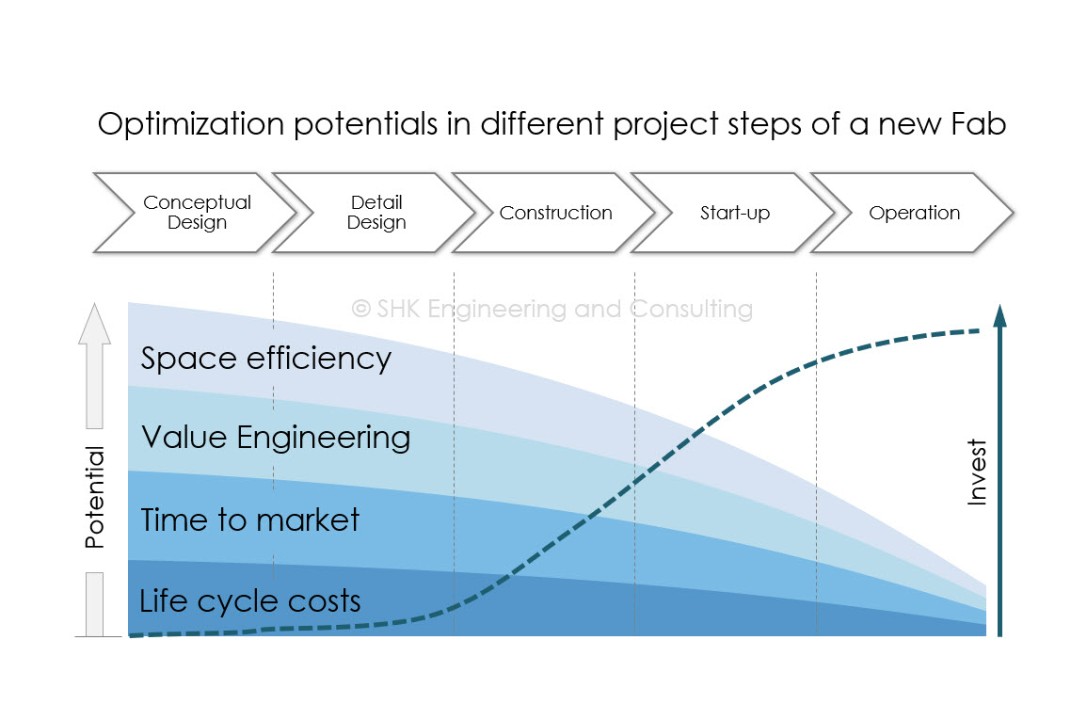
When investments getting higher, good design pays very much for itself. The potential to achieve high space efficiency is particularly high at the start of the design process. Here everything can still be changed and optimized to reach the best possible Fab core design with all Elements well postitioned in the cleanroom and subfab.
It is the same in value engineering. Better thought-out solutions, shorter lines, better interaction between all areas have their highest potential in the first stages of the design process. Not only with the buildings but also with facility and later Hook-Up design, more and more facts are created in the course of the project that can no longer be adjusted without jeopardizing the schedule.
The cornerstones for the schedule are laid early. The type of project process and organization, the sooner or later involvement of specialized consultants, companies and suppliers have a big influence on the project speed. The sizes of the phases for the cleanroom expansion are defined early on. The time to market can be significantly shortened by build out only a first cleanroom section at the beginning but this need to be considered from day one in design.
Finally, many important basics of operation and maintenance costs are defined at the very beginning of the project. Can the energy demand be optimized by short lines and thus lower pressure drops, can the number of lifting stations be reduced by an better placement of waste water treatment, can the emergency egress or access for maintenance be optimized and, and, and. Sustainability can also be improved by reducing the volume of space and thus saving concrete.
All these important decisions are made in the first design phases, in particular in Conceptual Design. At the beginning, the investment is still small and therefore the pressure to achieve the return of investment as quickly as possible is not yet there. In Conceptual Design is room for creative out-of-the-box ideas and research of variants – if started early enough!
Only if a team of Designers with togehther the full bandwith of knowlede are involved in the first design phases, with experience in the Facility centrals AND the core of the Fab, who have developed Subfab Layouts, designed Process Laterals and Hook-Up, know about Equipment Engineering, went through the development process of AMHS and Equipment layouts and have knowlege in designing Facilty centrals, buildings and site plans, the new Fab will be well thought out.
Conceptual Design for a larger new Fab costs around two million US$, so less than 0.1% of the total investment of a new Fab building. If a Fab designer finds potential of only 1%, not only has the design paid for itself, but there is also a lot left over as savings.
In the aerospace industry, redundant design has long been state of the art. Fab projects are becoming more and more expensive and complex. Isn’t redundant Conceptual Design worth considering as well in our industry?
Comment on LinkedIn